
- KVKV-X
Xbar-R管理図
概略
品質のバラツキを判定ルールを元に分析します
検査する試料は数個程度の試料を1グループとして採取し、そのグループを複数回採取してXbar-R管理図を作ります
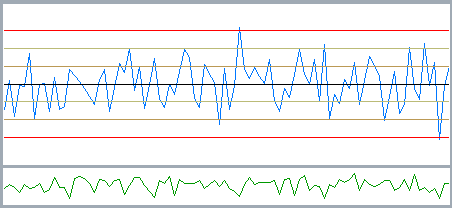
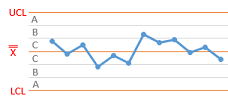
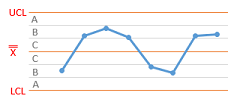
上のグラフにXbar管理図を描画しています(青色)
グラフの青線が1グループの平均値で90グループをグラフで表示しています
90グループの平均値をセンターに上方管理限界(UCL)と下方管理限界(LCL)を計算して、それを3分割しています
下のグラフにはR管理図を描画しています(緑色)
R管理図は1グループ内の最大値と最小値の差(バラツキ)を表示しています
Xbar-R管理図とCpkの違い
Xbar-R管理図とCpkはどちらも品質管理で使用される指標ですが、目的が異なります。 Xbar-R管理図は、工程が安定した状態で運転されているかを監視するための手法です。製造中のデータを継続的に記録し、管理限界を超える変動や異常な傾向を検出します。工程に異常が発生した場合は、管理図の判定ルールによって早期に発見できます。 一方、Cpk(工程能力指数)は、工程が規格を満足する能力を持っているかを評価する指標です。工程のばらつきや平均値の偏りを考慮し、規格外品が発生する可能性を数値で表します。 一般的な品質管理では、まずXbar-R管理図によって工程が統計的管理状態にあることを確認し、その後にCpkを計算して工程能力を評価します。工程が安定していない状態で算出したCpkは信頼性が低いため、管理図による監視と工程能力評価を組み合わせて使用することが重要です。
| 項目 | Xbar-R管理図 | Cpk |
|---|---|---|
| 目的 | 工程の異常検出 | 工程能力の評価 |
| 評価対象 | 時間的な変動 | 規格に対する余裕度 |
| 使用タイミング | 製造中の監視 | 工程能力評価時 |
| 結果 | 管理状態の判定 | 能力指数(数値) |
| 異常検出 | 可能 | 不可 |
簡単に言えば、Xbar-R管理図は「工程が安定しているかを見るためのツール」、Cpkは「工程が規格を満足する能力を持っているかを評価する指標」です。
関連ページ
計算
1グループの平均値 \(\bar{x}\) と、最大値ー最小値でバラツキRを計算します
すべてのグループの平均値のさらに平均 \(\bar{\bar{x}}\) とバラツキRの平均を計算します
Xbar管理図のUCLとLCLを計算します
\begin{align}
UCL = \bar{\bar{x}} + A_{2}\bar{R} \\
LCL = \bar{\bar{x}} - A_{2}\bar{R} \\
\end{align}
R管理図のUCLとLCLを計算します
\begin{align}
UCL = D_{4} \times \bar{R} \\
LCL = D_{3} \times \bar{R} \\
\end{align}
| 1グループの個数 | A2 | D3 | D4 |
|---|---|---|---|
| 2 | 1.880 | 0.0 | 3.267 |
| 3 | 1.023 | 0.0 | 2.574 |
| 4 | 0.729 | 0.0 | 2.282 |
| 5 | 0.577 | 0.0 | 2.114 |
| 6 | 0.483 | 0.0 | 2.004 |
| 7 | 0.419 | 0.076 | 1.924 |
| 8 | 0.373 | 0.136 | 1.864 |
| 9 | 0.337 | 0.184 | 1.816 |
| 10 | 0.308 | 0.223 | 1.777 |
管理図の異常判定ルール(JIS Z 9021)
JIS Z 9021:1998ではガイドラインとして以下の判定ルールを定めています
管理限界内に全ての点が存在していても、 工程に異常傾向がある場合があります。 そのためJISでは管理限界だけでなく、 連続傾向や周期性などを判定するための 8つのルールを定義しています。
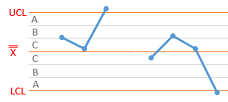
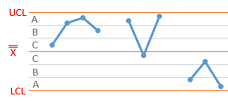
ルール1:1点が領域Aを超えている
ルール2:9点が中心線に対して同じ側にある
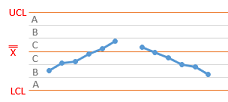
ルール3:6点が増加、又は減少している
ルール4:14の点が交互に増減している
ルール5:連続する3点中、2点が領域A又はそれを超えた領域にある
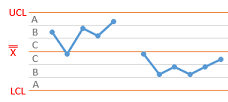
ルール6:連続する5点中、4点が領域B又はそれを超えた領域にいる
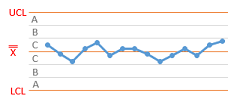
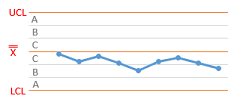
ルール7:連続する15点が領域Cに存在する
ルール8:連続する8点が領域Cを超えた領域にある
シンボル
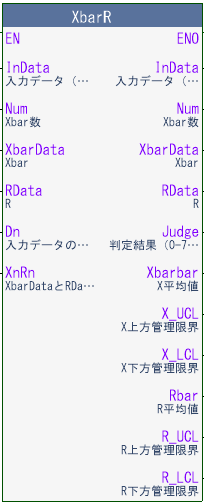
- InData[]
- 入力データ
- Num
- 入力データ回数
- Xbardata[]
- Xbar
- Rdata[]
- R
- Dn
- 1グループの試料数
- XnRn
- 保持するグループ数 (最大90)
- Judge
- 判定結果(0-7ビットがルール1-8)
- Xbarbar
- X平均値
- X_UCL
- X上方管理限界
- X_LCL
- X下方管理限界
- Rbar
- R平均値
- R_UCL
- R上方管理限界
- R_LCL
- R下方管理限界
- InData[]
- 入力データ
- Num
- 入力データ回数
- Xbardata[]
- Xbar
- Rdata[]
- R
- Judge
- 判定結果(0-7ビットがルール1-8)
- Xbarbar
- X平均値
- X_UCL
- X上方管理限界
- X_LCL
- X下方管理限界
- Rbar
- R平均値
- R_UCL
- R上方管理限界
- R_LCL
- R下方管理限界
動作確認回路
ラダー
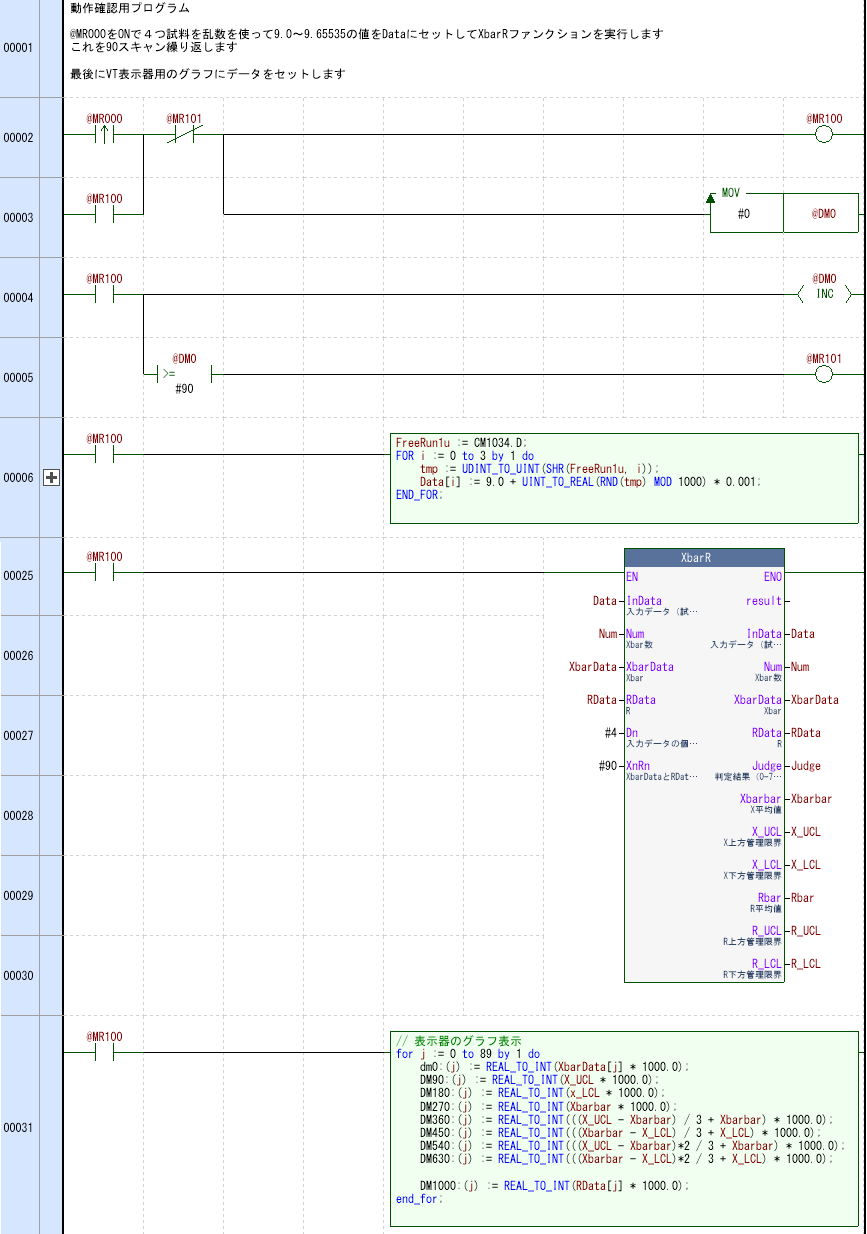
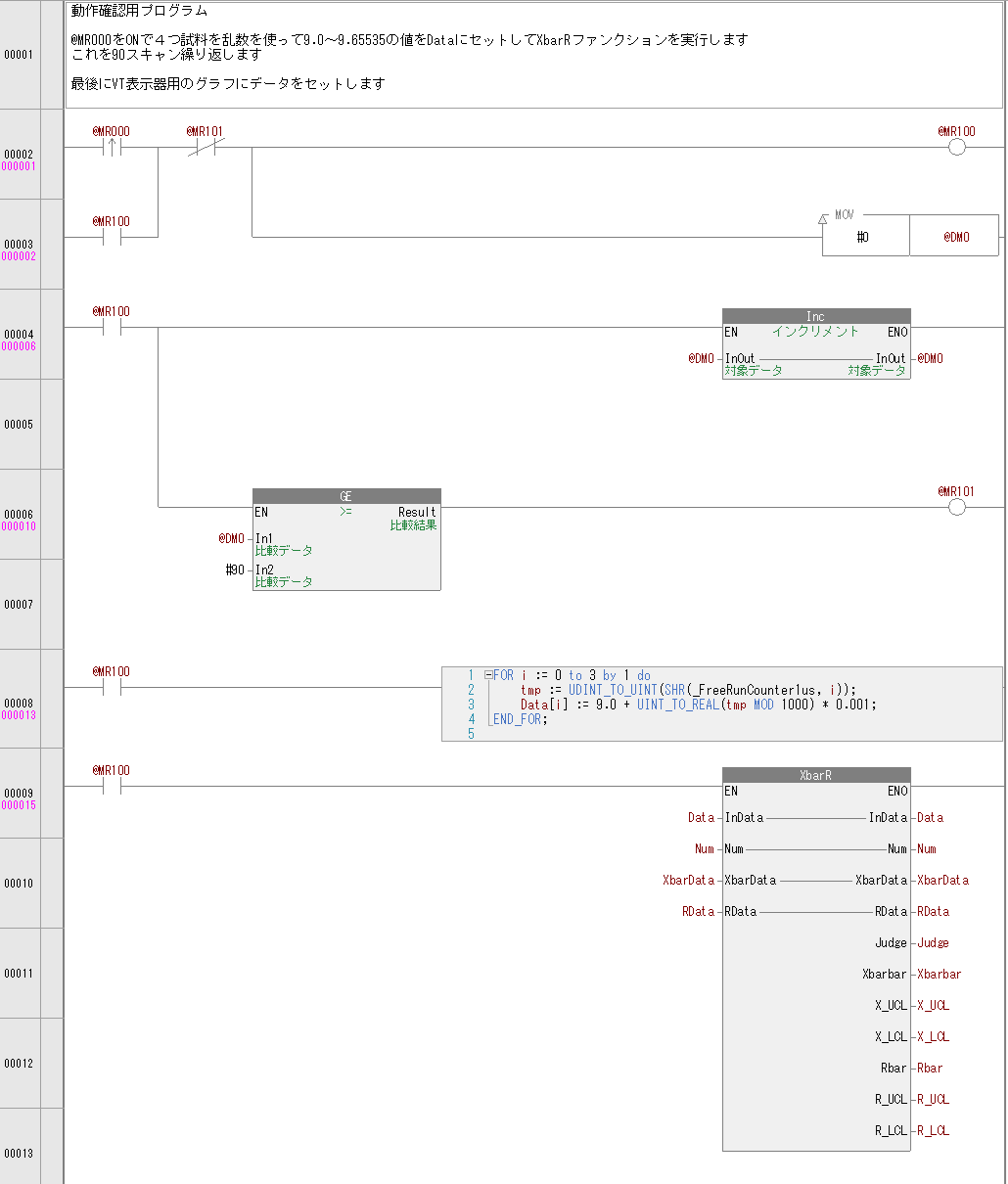
@MR000接点をONすると試料を乱数を使って9.0~9.65535の値をData[]にセットしてXbarRファンクションを実行します
このサンプルでは乱数を用いて管理図を作成していますが、 実際には寸法測定値、重量、温度、圧力などの 検査データを入力して品質管理に利用できます。
計算した値はXbarDataとRDataに追加されて、判定結果やXbarbarに出力します
同時に実行した回数をカウントアップしてNumに出力します
入出力変数のNumとXbarDataとRDataはFUN内部で使用するので変更しないようにします
データをクリアしたいときはNumとXbarDataとRDataをクリアしてください
また、Xbarbarなどの値はXbarDataとRDataを元に計算しているためデータ数が増えるまで安定しません