
工程能力指数 Cpk
概略
Cpk(工程能力指数)は、品質管理やSPC(統計的工程管理)で使用される代表的な指標です。 製造工程で得られた測定データが規格値の範囲内にどれだけ安定して収まっているかを評価できます。 平均値の偏りとばらつきの両方を考慮できるため、工程能力分析や品質改善活動で広く利用されています。 本ページではOMRON NX/NJシリーズで利用できるCpk計算ファンクションを紹介します。
- Cpとの違い:
Cpはデータの平均値が「規格の真ん中」にあると仮定した理想的な能力を示します。一方、Cpkは平均値が中心からズレている場合のリスク(規格外の出やすさ)を正確に反映します。
片側での不良率
| 規格値 | CP | 不良率 | 不良率PPM |
|---|---|---|---|
| 3σ | 1 | 1.4/1000 | 1350 |
| 4σ | 1.33 | 3.2/100000 | 32 |
| 5σ | 1.67 | 2.8/10000000 | 0.28 |
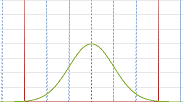
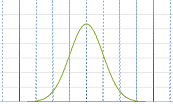
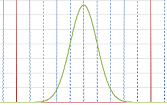
正規分布図
| 3σ | 4σ | 5σ |
 |
 |
 |
解釈
CPKの値が1.00以上であれば工程能力が十分であると判断されます。
| CPK値 | 解釈 | 説明 |
|---|---|---|
| 1.33以上 | 良好 | 工程能力が十分である |
| 1.00~1.33 | やや不定 | 改善の余地あり |
| 1.00未満 | 不良傾向 | 規格外が多く発生する可能性あり |
| 指標 | 特徴 |
|---|---|
| CP | 中心がずれているかを考慮しない |
| Cpk | 中心のズレも考慮する(より実用的) |
計算
このFBでは次のように計算しています
標準偏差(σ)はNJの標準ファンクションにあるArySDを使って求めます
\[
\sigma = \sqrt{\frac{1}{n}\sum_{i=1}^{n}(x_{i}-\bar{x})^{2}}
\]
これに上限規格(USL)と下限規格(LSL)を入れて工程能力指数のCpを計算します
\[
Cp = \frac{USL-LSL}{6\sigma}
\]
片側規格のCpuとCplを計算します
\[
Cpu = \frac{USL - \bar{x}}{3\sigma}
\]
\[
Cpl = \frac{\bar{x}-LSL}{3\sigma}
\]
偏りを考慮してCpkを計算します(CpuとCplのどちらか小さいほうです)
\[
Cpk = min(Cpu, Cpl)
\]
シンボル
CalcCpk
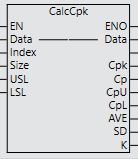
- Data
- 対象データが入っている配列
- Index
- 計算対象となる配列の先頭要素番号
- Size
- 配列数
- USL
- 規格上限
- LSL
- 規格下限
- Cpk
- 工程能力指数とバラツキ
- Cp
- 工程能力指数
- Cpu
- 規格上限と工程平均値との偏差
- Cpl
- 規格下限と工程平均値との偏差
- AVE
- 平均
- SD
- 標準偏差
- K
- 偏り(規格限界の中点とく工程平均値の偏差)
使用例
ラダー
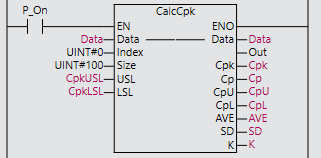
Dataの配列の0から100要素分を対象にCpkの計算をします
ソース
CalcCpk
よくある質問
Cpkとは何ですか?
Cpkは工程能力指数の一種で、工程のばらつきと平均値の偏りを考慮して規格適合性を評価する指標です。
CpとCpkの違いは何ですか?
Cpは工程平均が規格中心にあると仮定した能力指数です。Cpkは平均値の偏りも考慮するため、実際の工程能力をより正確に表します。
Cpkはいくつ以上あれば良いですか?
一般的にCpkが1.33以上であれば工程能力が十分と判断されます。
OMRON NX/NJでCpkを計算できますか?
本ページで公開しているCalcCpkファンクションブロックを利用することでCpk計算が可能です。